In the industrial honey sector, the transition from a raw harvest to a shelf-stable, premium product is a delicate engineering challenge. Whether you are processing high-value Manuka or bulk Acacia honey, the goals remain the same: preventing fermentation, inhibiting darkening (HMF control), and ensuring crystal-clear purity. For medium-to-large scale factories, equipment is not just a tool—it is a critical control point (CCP) in the HACCP chain. This guide serves as a comprehensive Standard Operating Procedure (SOP) for Honey Machine Maintenance, the implementation of CIP Cleaning in Honey Processing, and the strategic use of Food Grade Stainless Steel to maximize ROI and product quality.
The cornerstone of this engineering feat is the high-performance মধু ডিহাইড্রেটর যন্ত্র. Designed to handle the unique rheological properties of honey, a modern Honey Dehydration Machine does more than simply reduce water content; it acts as a precision thermal-management system. By integrating advanced vacuum technology with mechanical agitation, this equipment allows processors to achieve a moisture-stable state without crossing the critical heat threshold that degrades honey’s natural essence. Understanding the interplay between this machine’s mechanical integrity and your facility’s hygiene protocols is the first step toward scaling a world-class honey production line.
A common beekeeping forum question is: “Why does honey quality degrade even when stored in stainless steel?” The answer often lies in the grade of the steel. Honey is a chemically active, acidic substance (pH 3.4 to 6.1).
Standard SUS304 stainless steel, while common, can suffer from “pitting” when exposed to the high concentration of gluconic acid in honey during vacuum heating.
Before a single drop of honey enters the system, the environment must be validated.
One must clean all containers, pipes, and filters before use. Residual honey from previous batches is the primary cause of rising yeast counts.
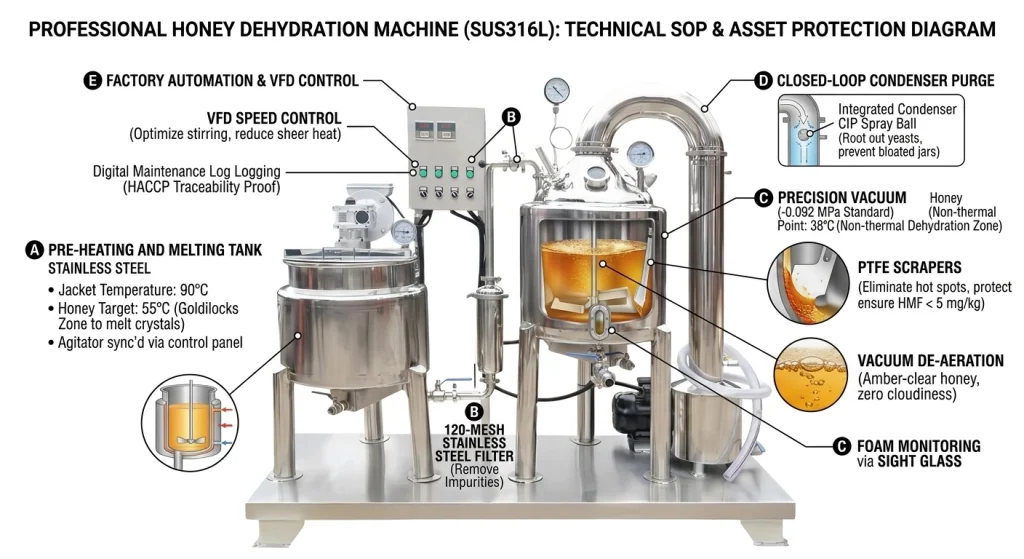
The pre-heating and concentration tanks utilize a water jacket for heat transfer.
Honey is thixotropic and often arrives at the factory in a crystallized state. This initial heating stage is the most vulnerable time for honey browning; therefore, precision is non-negotiable.
To melt crystals (liquefaction) without damaging the honey’s aroma or increasing HMF:
The core value of a মধু ডিহাইড্রেটর যন্ত্র is its ability to remove moisture at temperatures that simulate the hive environment.
Why is the pressure set to -0.092 এমপা? At this vacuum level, the boiling point of water drops from 100°C to approximately 38°C – 40°C.
In the concentration tank, honey near the walls risks overheating. Because Food Grade Stainless Steel has specific thermal conductivity properties, our precision PTFE Scrapers must constantly “wipe” the heated jacket wall to maintain total thermal equilibrium and protect the honey’s delicate enzymes.
Maintenance Requirement: Inspect PTFE Scrapers every 500 operating hours. These scrapers “wipe” the heated wall, ensuring no honey film is exposed to heat for too long. This mechanical action is what keeps HMF levels below 5 mg/kg.
In bulk processing, an inaccurate moisture reading can lead to a batch fermenting on the shelf.
Honey inside sampling lines is often not representative of the bulk.
For a factory processing 1+ tons per day, manual cleaning is impossible. সিআইপি (ক্লিন ইন প্লেস) is the standard for modern food safety.
Maintenance must include the cleaning of the closed-loop condenser. Trapped moisture here is a breeding ground for yeasts. After cleaning, run the vacuum briefly to “flash-dry” the internal pipes, ensuring an anhydrous environment for the next batch.
| Component | Frequency | Maintenance Action | HACCP Significance |
| Vacuum Gaskets | Daily | Inspect for debris and cracks. | Prevents air leaks that cause oxidation. |
| Cooling Water | Every Batch | Ensure “Bottom-In, High-Out” flow. | Essential for efficient steam condensation. |
| Recovery Tank | Daily | Drain all distilled water. | Prevents back-pressure in the vacuum system. |
| Temperature Probe | Monthly | Calibrate against a master thermometer. | Ensures the 38°C “Safe Zone” is accurate. |
| PTFE Scrapers | Weekly | Visual check for “Honey Film” buildup. | Prevents HMF spikes from stagnant film. |
Q: Why is my honey darkening (browning) even when the sensor shows a low processing temperature?
A: The discrepancy between the sensor reading and the honey’s color is usually caused by the “Stagnant Boundary Layer.” Even if your bulk temperature is 38°C, a thin film of honey clinging to the heated tank walls can spike to 60°C+, triggering the Maillard reaction. This is often a failure of Honey Machine Maintenance, specifically worn PTFE Scrapers. To prevent browning, ensure your scrapers are physically “wiping” the walls to eliminate hot spots. Additionally, check for “Shear Heat” caused by high-speed agitation, which can frictionally raise temperatures at a molecular level.
Q: How does a deep vacuum of -0.092 MPa specifically solve the problem of honey fermentation and “bloated jars”?
A: Fermentation is caused by osmophilic yeasts that thrive when moisture exceeds 18.5% and water activity (aউ) is above 0.60. A precision vacuum of -0.092 এমপা allows for অ-তাপীয় শুষ্ককরণ, boiling off excess moisture at just 38°C. This specific pressure is the “Sweet Spot”: it is strong enough to force the micro-bubbles (which harbor oxygen for yeast growth) to expand and burst, while low enough to keep moisture levels at a stable 17.5%. By dropping the aউ below the safety threshold, you eliminate the CO2 production that causes jars to leak or explode during export.
Q: Can I process different floral sources in the same machine without cross-contamination or flavor carry-over?
A: Yes, but only if you implement a validated CIP Cleaning in Honey Processing protocol. Honey contains complex sugars and aromatic volatile compounds that cling to Food Grade Stainless Steel. A standard rinse is insufficient. You must use a multi-stage CIP cycle: a 40°C pre-rinse to dissolve sugars, followed by a food-grade alkaline wash to break down waxes and enzymes from the previous batch. Crucially, the Closed-Loop Condenser must also be sanitized, as it traps the “aroma profile” of the previous honey. Proper maintenance of the 360° spray balls ensures zero flavor carry-over between batches.

ওয়াটসঅ্যাপ

ওয়েচাট
অ্যাপ্লিকেশন:+৮৬১৫৭৩৬৭৬৮১২৯
ইমেল:inquiry@panchimachinery.com
ঠিকানা: ঝেংঝো, হেনান প্রদেশ, চীন
অটোমেটিক ভ্যাকুয়াম হানি প্রসেসিং ও ফিল্টারিং মেশিন
ভ্যাকুয়াম নিম্নতাপমাত্রার তরল নিষ্কাশন ও সংকোচন ইউনিট
কাস্টম স্টিম ডিস্টিলেশন ও হিট রিফ্লাক্স প্রকৌশলী তেল সরঞ্জাম
এসএস৩০৪/৩১৬এল কম তাপমাত্রার ভ্যাকুয়াম স্ক্রেপার কনসেনট্রেটর
কিউএন গোলাকার ভ্যাকুয়াম কনসেনট্রেটর ও অ্যালকোহল পুনরুদ্ধার ইউনিট
বহুমুখী স্টেইনলেস স্টিল ভ্যাকুয়াম ডিস্টিলেশন এবং এক্সট্রাকশন ইউনিট
হট রিফ্লাক্স ভ্যাকুয়াম তরল নির্গমন ও ঘনত্বকারী ইউনিট
একক-প্রভাব বাহ্যিক পরিবেষ্টন ভ্যাকুয়াম কনসেনট্রেটর
এসজেএন সিরিজ ডাবল-অ্যাকশন বাইরের পরিবেশে চলমান ভ্যাকুয়াম বাষ্পীভবন যন্ত্র
আমরা এক কর্মদিবসের মধ্যে আপনার সাথে যোগাযোগ করব। অনুগ্রহ করে আপনার ইমেইলের দিকে নজর দিন।
অটোমেটিক ভ্যাকুয়াম হানি প্রসেসিং ও ফিল্টারিং মেশিন
ভ্যাকুয়াম নিম্নতাপমাত্রার তরল নিষ্কাশন ও সংকোচন ইউনিট
কাস্টম স্টিম ডিস্টিলেশন ও হিট রিফ্লাক্স প্রকৌশলী তেল সরঞ্জাম
হোয়াটসঅ্যাপ: +৮৬১৫৭৩৬৭৬৮১২৯
ইমেল: inquiry@panchimachinery.com
ঠিকানা:জেংঝোউ, হেনান প্রদেশ, চীন





কপিরাইট© ২০২৬ঝেংঝৌ পাঞ্চি যন্ত্রপাতি সংস্থা, লিমিটেড|গোপনীয়তা নীতি