The global marketplace for premium, highly rectified Rose Otto (Rosa damascena) is experiencing a massive structural shift. Across the European Union, North America, and the Asia-Pacific region, corporate buyers in high-end cosmetics, luxury perfumery, pharmaceutical compounding, and premium aromatherapy are no longer accepting standard, raw, or single-pass steam-distilled oils. Modern procurement protocols require clear, dewaxed, and chemically stable fractions that maintain absolute organoleptic and molecular consistency over long-term maritime shipping and varying shelf conditions.
For processing plant directors and engineering teams, delivering this level of quality from sensitive flower biomass introduces severe technical challenges. Raw rose oils and solvent-extracted rose concretes present a completely unique, highly complex chemical matrix. Crude extracts frequently contain a troublesome combination of light, highly volatile aromatic top notes (such as monoterpene alcohols, aldehydes, and esters) tightly bound alongside heavy, non-volatile lipids, long-chain paraffinic plant waxes (stearoptenes), and dark residual pigments.

When subjected to conventional atmospheric steam or direct-fired distillation, these distinct fractions form co-distillation bonds and tight thermal emulsions. The result is a muddy, high-viscosity oil that fails international gas chromatography-mass spectrometry (GC-MS) purity benchmarks, possesses a distinctive “cooked” or “burnt” off-flavor, and undergoes rapid oxidation over time.
To overcome these critical bottlenecks, industrial processing facilities must abandon primitive extraction rigs and implement high-efficiency, multi-stage workflows centered around automated زيوت طبيعية من المواد الزهرية للتكرير, precision Rose Essential Oil Purification, and high-vacuum thermal balancing via a commercial-grade نظام تقطير جزئي لزيت الأعشاب والتوابل.
When evaluating why standard automated processing plants struggle to meet international purity standards for high-end rose extracts, several recurring real-world mechanical and chemical failures dominate industry discussion boards, Reddit engineering threads, and Google’s “People Also Ask” (PAA) search queues. Examining these failures provides the technical foundation needed to optimize a modern production line.
As frequently highlighted by extraction specialists on Reddit’s r/chemicalengineering, processing raw rose concrete or crude botanical fractions under sub-optimal conditions causes heavy lipids, plant waxes, and long-chain paraffinic stearoptenes to lift into the vapor stream. At atmospheric boiling points, these heavy components undergo mechanical entrainment, forming an inseparable thermal emulsion within the distillate.
Once cooled, these fats crystallize, resulting in a cloudy or turbid final product. This specific bottleneck highlights why simple boiling apparatuses fail, and underscores the absolute mechanical necessity of integrated زيوت طبيعية من المواد الزهرية للتكرير to achieve optical clarity and complete fraction separation at a thermodynamic level.
On YouTube industrial teardown channels and processing vlogs, engineers frequently showcase the disastrous results of overheating sensitive floral crops. High-value rose aromatic molecules—such as linalool, geraniol, nerol, and phenylethyl alcohol—are intensely heat-sensitive.
When exposed to continuous temperatures at or above 100°C under atmospheric pressure, these molecules undergo rapid thermal cracking, isomerization, and irreversible polymerization. The precious fresh top notes flash off prematurely or transform into heavy, acrid polymers, giving the oil a ruined, smoky, or “cooked” secondary aroma that is instantly rejected by corporate fragrance buyers. Preventing this during large-scale Rose Essential Oil Purification campaigns requires shifting to a low-temperature vacuum regime to achieve un-scorched, authentic extracts.
A massive compliance blind spot discussed in international trade forums is the chemical reactivity of botanical fluids. Rose concretes and raw distillates contain active organic acids and aggressive phenolic compounds.
When processed in basic 304-grade stainless steel or low-grade copper stills, the hot fluid pathways undergo micro-corrosion over time. This causes trace heavy metals (such as iron, nickel, or copper ions) to leach directly into the distillate. During strict EU or FDA compliance audits, these trace metals trigger instant batch rejections. Industrial operations looking to secure high-margin international export contracts must ensure their refining equipment utilizes superior metallurgy and sanitary engineering to guarantee total chemical purity.
Processing delicate flower petals like rose, jasmine, chamomile, and lavender requires extreme thermodynamic gentleness. Because the absolute yield of volatile oil within floral biomass is exceptionally low—often requiring thousands of kilograms of raw petals to yield a single liter of pure oil—any process inefficiency or thermal shock results in severe financial loss. Overcoming this requires an engineered approach to زيوت طبيعية من المواد الزهرية للتكرير.
Traditional atmospheric processing forces thermal separation by increasing the system heat, which inevitably triggers structural degradation of the botanical matrix. To bypass this, modern chemical processing plants utilize dynamic column reflux optimization under precise vacuum conditions.
The core challenge when running floral extractions is the presence of stearoptenes—long-chain paraffinic plant waxes that protect the living petal but contaminate the extracted oil. Traditional methods require external winterization, a slow process where the oil is mixed with alcohol, chilled for 24 to 48 hours to precipitate the waxes, and filtered. This extra step causes up to a 15% loss of delicate volatile top notes due to evaporation and solvent handling.
To visually map this primary refining step on your production floor, integrate the high-vacuum equipment array here:
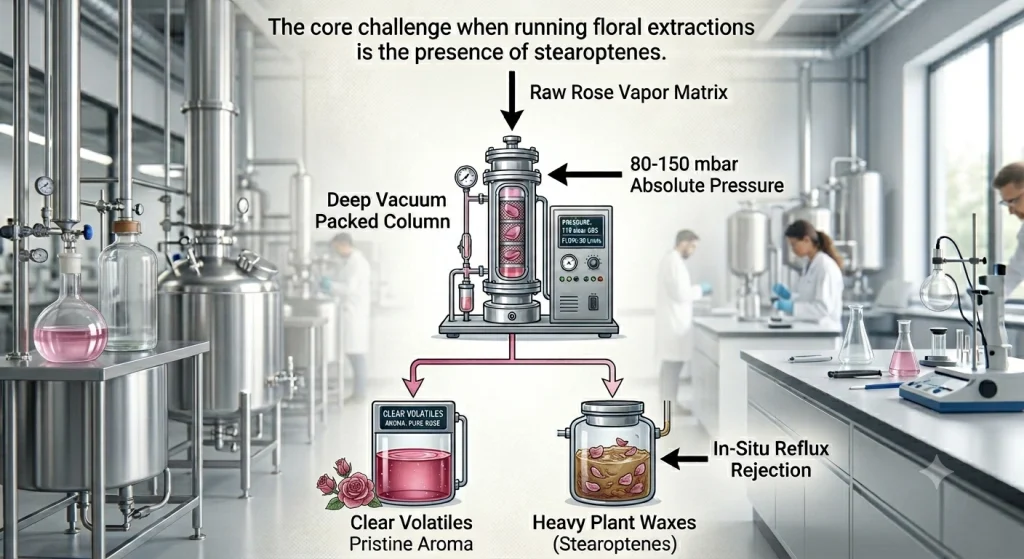
متقدمزيوت طبيعية من المواد الزهرية للتكرير eliminates this external step entirely by performing dewaxing in-situ inside the fractionating column. By operating under a deep absolute pressure baseline of 80 mbar to 150 mbar, which isolates the process from local elevation variants and atmospheric pressure fluctuations, the system structurally suppresses the boiling point of the entire mixture.
Under this deep vacuum, the relative volatility gap between the light monoterpene alcohols and the heavy paraffinic waxes widens dramatically. The light, high-value rose aromatic molecules vaporize cleanly at ultra-low temperatures (between 40°C and 55°C), ascending safely through the column head.
Simultaneously, the heavy stearoptenes and plant waxes quickly lose kinetic energy, hit the internal column structures, liquefy, and drain backward into a bottom discharge vessel. This achieves automated, solvent-free زيوت طبيعية من المواد الزهرية للتكرير in a single, continuous, non-destructive automated run, preserving the authentic organoleptic profile of the living flower.
To achieve this absolute level of molecular separation, the column head must utilize a variable reflux ratio controller linked to high-accuracy temperature sensors. By precisely modulating the percentage of condensed fluid returned to the column versus the percentage directed to the storage receiver, the operator can sharpen the fractionation cut lines.
The descending liquid forms an ultra-thin, continuous film over high-surface-area corrugated structured packing, engaging in hundreds of micro-evaporation and condensation cycles per meter. This dynamic balancing ensures that even the most stubborn co-distilled fatty acids are scrubbed out of the vapor stream before they can escape into the final collection loop, delivering an export-grade, crystal-clear fraction that strictly passes global cosmetic and pharmaceutical purity profiles.
When a factory focuses specifically on processing Rosa damascenaأوRosa centifolia, the operational margin for error drops to zero. True Rose Essential Oil Purification is considered the peak of technical skill within the botanical refining industry, as the target fractions are incredibly volatile and easily lost or damaged.
Standard distillation setups treat rose vapor as a uniform mass, meaning they lack the physical infrastructure to split close-boiling plant components cleanly. Achieving a certified batch during Rose Essential Oil Purification requires separating precious monoterpene alcohols from unwanted heavy paraffins on the fly.
By running under a continuous deep vacuum, our advanced processing setups expand the boiling point difference between high-value citronellol and low-grade plant fats. This precise physical separation allows the light aromatics to pass smoothly into the condenser while trapping the bitter, heavy residues safely in the pot.
Furthermore, executing high-grade Rose Essential Oil Purification requires meticulous parameter monitoring. If the boiling temperature rises even slightly above 60°C, the chemical makeup shifts, leading to instant quality downgrades.
Additionally, because rose waxes solidify easily at temperatures below 22°C, our industrial system features a specialized 25°C to 35°C constant-temperature jacketed insulation on the condenser paths. This prevents structural tube clogging without risking compound degradation.
By utilizing an automated physical fractionating layout, the system guards the rose petal matrix against accidental thermal shock. This precise thermal protection guarantees that your final Rose Essential Oil Purification run yields an oil that is water-white or pale greenish-yellow, completely clear of sediment, and compliant with the strictest European and North American GC-MS quality profiles.
To maintain absolute profitability, prevent compound degradation, and achieve high chemical separation without using harsh chemical solvents, a commercial processing plant must utilize a specialized نظام تقطير جزئي لزيت الأعشاب والتوابل. Rather than treating the rising rose vapor as a single mass, this advanced platform uses physical thermal chemistry to establish multiple continuous vapor-liquid equilibrium stages inside a single vertical footprint.
A critical design feature of our advanced نظام تقطير جزئي لزيت الأعشاب والتوابل is the total elimination of traditional distillation trays, which cause severe internal pressure restrictions. Instead, the column utilizes high-surface-area, sanitary structured packing.
This specialized packing allows the ascending vapor and descending condensed liquid to interact over a massive surface area with minimal resistance, keeping the internal column pressure drop close to zero. Minimizing this pressure drop ensures that the base of the column never experiences localized pressure spikes or unexpected temperature increases, allowing delicate زيوت طبيعية من المواد الزهرية للتكرير profiles to run continuously without the risk of thermal degradation or fluid stagnation.
A common flaw in lower-grade setups is the need to stall production to drain collected fractions. Our commercial نظام تقطير جزئي لزيت الأعشاب والتوابل bypasses this constraint by integrating dual alternating buffer receivers with independent isolation valves.
Operators can isolate, vent, and drain a completed volatile fraction without breaking the core system vacuum. This keeps the separation environment entirely undisturbed, maximizing daily output while ensuring that delicate Rose Essential Oil Purification cycles and heavy botanical cuts are handled with identical process continuousness.
Modern processing facilities cannot rely on manual valve adjustments, which introduce human operational errors. The automated controller array within the نظام تقطير جزئي لزيت الأعشاب والتوابل constantly monitors the column environment.
If a sudden flash vaporization of residual biomass moisture causes a minor internal pressure fluctuation, the automated system reacts within milliseconds. The PLC micro-adjusts the thermal output of the heating jacket and stabilizes the vacuum pump speed, protecting both delicate flower processing runs and advanced Rose Essential Oil Purification runs from unexpected thermal spikes and batch contamination.
To help engineering procurement directors, financial officers, and plant managers evaluate system upgrades, the table below provides a detailed technical comparison of different extraction methods during large-scale industrial operations:
| Operational & Engineering Parameter | Primitive Atmospheric Steam Stills | Conventional Short-Path / Molecular Evaporators | Panchi High-Vacuum Industrial Fractional System |
| Separation Efficiency (Volatiles vs. Waxes) | Poor; heavy plant lipids and paraffins frequently carry over, causing cloudy oil. | Moderate; effective for rough stripping but lacks multi-stage fractionation. | Excellent; multi-stage internal reflux achieves absolute in-situ de-waxing. |
| Aroma Degradation & Scorching Risk | High; prolonged exposure to 100°C steam destroys top notes and creates burnt flavors. | Low; short residence time helps, but cannot isolate precise chemical cuts. | Zero thermal shock; deep vacuum suppresses boiling points below 55°C. |
| Multi-Biomass Processing Versatility | Extremely Low; separate boiling vessels are typically required for flowers and seeds. | Low; small evaporator surface areas restrict quick product switching. | Maximum; handles both delicate floral runs and heavy spice purification on one skid. |
| Metallurgical Integrity & Acid Resistance | Basic 304 Stainless Steel or Copper; prone to corrosion and heavy metal leaching. | High Borosilicate Glass; clean but highly fragile for rugged factory floors. | 316L Low-Carbon Steel & Heavy Borosilicate; zero contamination. |
| Process Automation & Operational Safety | Manual; requires constant operator skimming, cleaning, and labor-intensive handling. | Semi-Automated; batch sizes are structurally limited by internal condenser space. | Fully Automated PLC; 24/7 continuous vacuum tracking and self-calibration loops. |
On a commercial production floor, profitability is determined by daily throughput, energy optimization, and equipment versatility. Leaving an industrial processing line idle due to seasonal rose biomass shortages cuts directly into a facility’s return on investment (ROI). Integrating your delicate flower lines into a versatile نظام تقطير جزئي لزيت الأعشاب والتوابل provides an immediate competitive advantage.
During spring and summer rose harvests, the production line can be dedicated entirely to high-volume زيوت طبيعية من المواد الزهرية للتكرير, capturing premium, un-scorched fractions of lavender, rose, and jasmine.
When the flower harvesting season ends, to prevent hardware idling and maximize year-round facility ROI, this high-precision fractionation system can switch seamlessly to processing dense seeds, roots, and barks via its integrated Clean-In-Place (CIP) layout:
[Insert Image Here: seeds-essential-oil-purification.png | Alt Text: High-Efficiency Seed and Spice Oil Processing Setup for Industrial Refining]
Because the نظام تقطير جزئي لزيت الأعشاب والتوابل features clean-in-place (CIP) hardware, switching between intensely aromatic flower oils and pungent spice extracts requires minimal downtime. An automated hot-solvent or alkaline wash cycle completely clears the internal structured packing, sanitizing the fluid pathways and eliminating cross-batch odor contamination.
Furthermore, because the deep vacuum setup drops boiling temperatures by up to 50°C across all material types, the factory realizes an immediate 30% reduction in thermal energy consumption compared to traditional atmospheric steam boilers. This structural drop in energy usage drastically lowers monthly utility expenses and improves overall manufacturing margins, allowing facilities to maximize profitability on both standard runs and high-precision Rose Essential Oil Purificationيجري.
For botanical extraction businesses looking to export highly refined rose oils to strictly regulated markets like North America, the European Union, or Japan, your purification methodology must align with rigorous international compliance frameworks:
A major differentiator of a premium, vacuum-rated processing line is its ability to generate high ROI through total, zero-waste resource recovery.
When conducting high-precision زيوت طبيعية من المواد الزهرية للتكرير on delicate crops like rose or orange blossom, the heavy aqueous phase left behind in the distillation pot is not industrial wastewater. Because our process operates under a gentle, low-temperature vacuum inside the نظام تقطير جزئي لزيت الأعشاب والتوابل, this liquid remains un-scorched and transforms into a premium, highly concentrated hydrosol (botanical rose water). This aromatic byproduct is packed with water-soluble active compounds (like phenylethyl alcohol) that can be collected and sold directly to clean-beauty skincare brands for facial mists and toners, maximizing the financial returns of every single Rose Essential Oil Purificationدورة.
Similarly, when the production line is repurposed for advanced spice and seed refining during the off-season, the heavy substances left behind in the collection chamber are not useless sludges. Under vacuum conditions, these residues are high-purity, unsaponifiable fixed oils, dense botanical triglycerides, and nutrient-rich oleoresins.
These byproducts can be cleanly drained through the bottom sanitary discharge valves and sold directly to industrial cosmetics, soap-making, or organic agricultural coating markets. By pairing your core flower lines with a dedicated residue monetization strategy, your facility eliminates environmental waste disposal liabilities entirely while creating a highly stable secondary revenue stream that can accelerate equipment payback by up to 35%.
Successfully expanding a rose oil extraction business into high-margin global export markets requires a complete transition from legacy high-heat boiling methods to high-precision physical separation. Implementing a rugged, fully automated, and sanitary نظام تقطير جزئي لزيت الأعشاب والتوابل engineered specifically for high-purity زيوت طبيعية من المواد الزهرية للتكرير and multi-fraction Rose Essential Oil Purification allows commercial processing plants to consistently hit pure GC-MS targets, preserve delicate natural aromas, reduce energy overheads, and secure highly profitable, long-term international supply contracts.
Q: How does a vacuum column protect the aroma of delicate extracts compared to standard steam distillation?
A: Traditional steam distillation exposes floral matrices to high temperatures (100°C or higher), which cracks heat-sensitive monoterpene alcohols and ruins the natural fragrance. Upgrading to an automated نظام تقطير جزئي لزيت الأعشاب والتوابل allows the process to run under a deep vacuum (80 mbar to 150 mbar). This lowers boiling points below 55°C, completely eliminating thermal degradation and ensuring the final product retains its pristine, un-scorched top notes.
Q: What is the best engineering method to remove plant waxes from rose concrete without using chemical solvents?
A: Traditional winterization requires mixing extracts with alcohol, chilling for 24 to 48 hours, and filtering—a slow process that loses up to 10% to 15% of the volatile top notes. The most efficient alternative is solvent-free in-situ dewaxing via high-precision Rose Essential Oil Purification. By establishing a controlled vapor-liquid equilibrium inside a vacuum column, high-value volatiles ascend cleanly while heavy paraffinic waxes (stearoptenes) liquefy on the internal packing and drain back into a discharge vessel in a single, automated pass.
Q: Can a single high-vacuum system process both sensitive flowers and heavy seed extracts without cross-contamination?
A: Yes. A system engineered for broad-spectrum زيوت طبيعية من المواد الزهرية للتكرير allows you to process delicate flower petals during the harvest season and immediately pivot to dense seeds, roots, or barks during the off-season. To prevent cross-contamination and carryover odors, the platform features integrated Clean-In-Place (CIP) hardware. Automated hot-solvent or alkaline flush loops thoroughly sanitize the fluid pathways and structured column packing, enabling rapid product changeovers that maximize year-round factory ROI.

واتساب

ويشات
واتساب+٨٦١٥٧٣ Lime الق ٦٨١٢٩
البريد الإلكتروني:inquiry@panchimachinery.com
العنوان: تشنغتشو، مقاطعة خنان، الصين
آلة المعالجة والترشيح التلقائية للعسل باستخدام المكنسة الكهربائية
وحدة استخلاص وتركيز السوائل المنخفضة الحرارة باستخدام الفراغ
معدات التقطير بالبخار المخصص وإعادة التسخين لاستخلاص الزيوت الأساسية
مركز تركيز المِمحَاة الفراغي منخفض الدرجة لSS304/316L
وحدة تركيز الفراغ الكروية (QN) ووحدة استعادة الكحول
وحدة التقطير والتخليص بالتفريغ من الفولاذ المقاوم للصدأ متعددة الوظائف
وحدة الاستخلاص بالشفط الحراري بالمنيوم السائل والتركيز
مُكثِّف فراغ الدائرة الخارجية ذو تأثير واحد
مجفف تبخير فراغي ذو تأثير مزدوج من سلسلة SJN بالدورة الخارجية
سنقوم بالاتصال بك خلال يوم عمل واحد. يرجى الانتباه إلى بريدك الإلكتروني.
واتساب: +٨٦١٥٧٣ Lime الق ٦٨١٢٩
البريد الإلكتروني: inquiry@panchimachinery.com
عنوان:ووهان، مقاطعة خنان، الصين





حقوق النشر © 2026شركة شنغتشو بانشي للمعدات الآلية المحدودة|سياسة الخصوصية