In the global superfood hierarchy, honey is no longer just a sweetener; it is a pharmaceutical-grade functional food. Manuka honey from New Zealand and Black Seed honey (Nigella Sativa) from Egypt and the Levant command premium prices due to their unique antimicrobial profiles—Methylglyoxal (MGO) in Manuka and Thymoquinone in Black Seed honey. To preserve these delicate compounds, specialized Bio-active Honey Processing is required, ensuring that the natural medicinal properties are not compromised by excessive heat or improper handling during production.
However, for producers, these honeys present a “Technical Paradox.” Their value lies in their complexity, yet that complexity is incredibly fragile. On platforms like رديت r/تربية_النحل, the most common fear is: “Why did my lab-certified activity drop by 30% after processing?” The answer is almost always thermal degradation. To ensure Manuka Quality Preservation, one must master Non-thermal Dehydration at a precision vacuum of -0.092 ميجا باسكال.
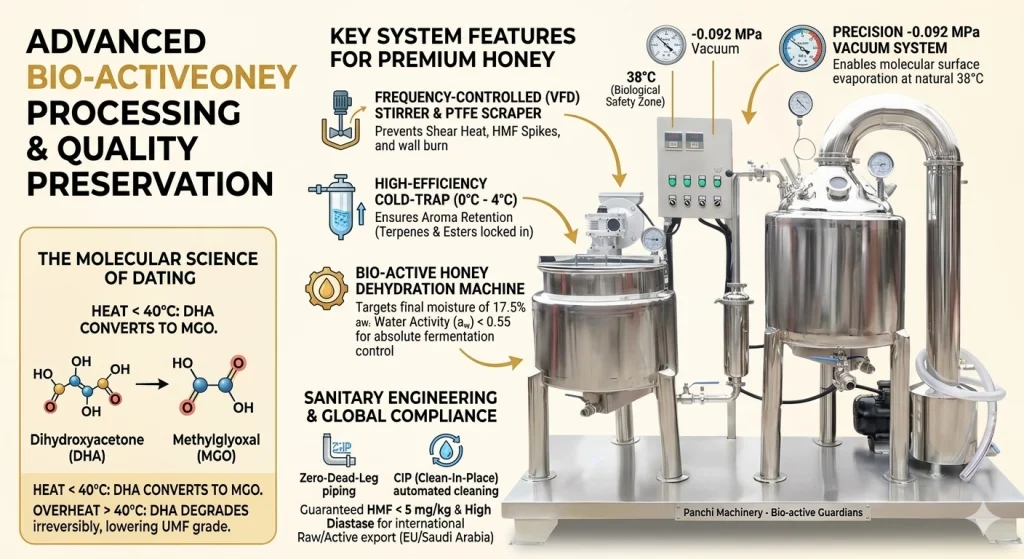
To bridge the gap between raw harvest and a high-value certified product, the choice of equipment is the most decisive factor. A specialized Honey Dehydration Machine acts as a safeguard for these biological assets. Unlike generic evaporators, a precision-engineered machine allows for the removal of excess moisture while operating within the “biological safety zone.” By investing in the right technology, producers can ensure that their honey meets the strict export standards for HMF and Diastase, effectively turning a raw agricultural commodity into a premium, medical-grade pharmaceutical asset.
The value of Manuka is determined by its UMF (Unique Manuka Factor). But the industry secret is that MGO isn’t at its peak at harvest; the honey contains DHA (Dihydroxyacetone), the precursor to MGO.
The Maturation Window
Non-thermal Dehydration protects this chemical “potential energy,” ensuring the honey matures into a higher-value product after bottling.
To remove water without “cooking” the honey, we must manipulate the boiling point of water. At standard pressure, water boils at 100°C—a temperature that instantly “kills” the biological integrity of Black Seed and Manuka honey.
Surface Evaporation vs. Violent Boiling
فيBio-active Honey Processing, we must avoid “Bumping” (violent boiling). Bumping causes:
By maintaining a constant vacuum of -0.092 ميجا باسكال, water molecules escape the honey matrix at exactly 38 درجة مئوية (100.4 درجة فهرنهايت). This mimics the natural temperature inside a healthy, active beehive. This is the only way to achieve moisture reduction while keeping the honey in its “Raw” state.
Black Seed honey is prized for its pungent, medicinal aroma, driven by volatile terpenes. On كورا, many buyers complain that processed honey “tastes like sugar syrup.” This is because traditional vacuum systems suck out the aromatic esters along with the water vapor.
To lock in the sensory profile of premium honeys:
The Physics: This creates a massive vapor pressure differential. Water vapor is condensed instantly, but the heavier aromatic oils and terpenes are inhibited from escaping and remain dissolved in the honey.
The Technology: A professional dehydration unit must use a chilled-water cold trap (0°C to 4°C).
High-activity honeys often have high initial moisture (22%-24%). If not reduced, osmophilic yeasts will trigger fermentation:
Precision متحكم رطوبة العسل targets a level of 17.2% to 17.5%, which drops the Water Activity (aw)أسفل0.55. At this level, yeasts enter permanent dormancy, and the chemical stability of bio-active markers is maximized without the need for pasteurization.
Manuka and many high-activity honeys are Thixotropic—they are gel-like when still but flow when stirred. This creates a hidden danger: Shear Heat.
If the agitator blades spin too fast in high-viscosity honey, friction creates localized heat. Your main tank thermometer might read a safe 38°C, but at the tip of the blade, it can spike to 50°C.
الحل: Professional Bio-active Honey Processing equipment uses Variable Frequency Drives (VFD) and custom-angled blades to ensure high-volume movement with low-speed friction, eliminating the risk of shear-induced activity loss.
For Manuka Quality Preservation, a linear process is not enough. We recommend a 4-stage gradient:
| Stage | Vacuum Level | Honey Temp | Agitation | Objective |
| I: Warm-up | Ambient | 32°C – 35°C | Low | Uniformly melting glucose crystals |
| II: De-gassing | -0.05 MPa | 35°C | متوسط | Prevent surface foam |
| III: Dehydration | -0.092 ميجا باسكال | 38 درجة مئوية | Optimized | Molecular surface evaporation |
| IV: Stabilization | -0.08 MPa | 30°C | Low | Lock aromatics |
In the bio-active industry, a single batch of cross-contaminated residue can ruin a 10-ton export order.
International buyers, especially in the EU and Saudi Arabia, have strict limits on HMF (الهيدروكسي ميثيل فورفورال)ودياستاز.
By using Non-thermal Dehydration technology, you can guarantee HMF levels below 5 mg/kg. This is the “passport” for your honey to enter the most lucrative markets in the world.
The bio-active honey market is no longer just about beekeeping; it is about precision engineering. Whether you are addressing concerns on ريديت about fermentation or ensuring your honey meets UMF 20+ standards for a boutique in Dubai, the technology remains the same: -0.092 MPa is the gold standard.
عندماكينة بانشي, we provide the tools to turn raw harvest into high-value active assets. Protecting DHA, stabilizing MGO, and retaining aroma is our science.
Q: Why is the preservation of DHA more critical than immediate MGO levels during processing?
A: In professional Bio-active Honey Processing, the priority is DHA, the precursor that naturally matures into MGO inside the jar. This conversion is highly thermo-sensitive. If temperatures exceed 40°C, DHA decomposes instead of converting, destroying the honey’s potential to reach higher UMF grades. By using a -0.092 MPa vacuum to maintain the process at 38°C, we protect this chemical “battery.” This ensures the honey continues to increase in potency and market value long after processing, securing your long-term profit through scientific maturation.
Q: How does the combination of a -0.092 MPa vacuum and a 4°C Cold Trap prevent a “Bland Taste”?
A: Honey’s aroma comes from volatile terpenes and esters. In standard systems, these escape with water vapor, leaving a generic syrup taste. The key to Manuka Quality Preservation is a Chilled-Water Cold Trap (0°C – 4°C). This creates a massive temperature differential that snaps water vapor into liquid instantly. Simultaneously, the freezing barrier strips kinetic energy from aromatic oils, inhibiting their escape and locking them back into the honey matrix. This thermodynamic shield preserves the complex, medicinal “terroir” that premium consumers demand.
Q: What is the mechanical necessity of the PTFE Scraper in preventing “Hidden HMF Spikes”?
A: High-activity honeys are thixotropic (viscous). Without PTFE Scrapers, a stagnant film clings to the heated tank walls. Even if the bulk temperature reads 38°C, this thin layer can spike to 50°C+, triggering a rise in HMF (heat damage marker). Non-thermal Dehydration relies on these scrapers to constantly wipe the interior walls, ensuring total thermal uniformity and preventing “hot spots.” This mechanical exchange keeps HMF levels below 5 mg/kg, essential for passing strict international inspections and maintaining “Raw” certification.

واتساب

ويشات
واتساب+٨٦١٥٧٣ Lime الق ٦٨١٢٩
البريد الإلكتروني:inquiry@panchimachinery.com
العنوان: تشنغتشو، مقاطعة خنان، الصين
آلة المعالجة والترشيح التلقائية للعسل باستخدام المكنسة الكهربائية
وحدة استخلاص وتركيز السوائل المنخفضة الحرارة باستخدام الفراغ
معدات التقطير بالبخار المخصص وإعادة التسخين لاستخلاص الزيوت الأساسية
مركز تركيز المِمحَاة الفراغي منخفض الدرجة لSS304/316L
وحدة تركيز الفراغ الكروية (QN) ووحدة استعادة الكحول
وحدة التقطير والتخليص بالتفريغ من الفولاذ المقاوم للصدأ متعددة الوظائف
وحدة الاستخلاص بالشفط الحراري بالمنيوم السائل والتركيز
مُكثِّف فراغ الدائرة الخارجية ذو تأثير واحد
مجفف تبخير فراغي ذو تأثير مزدوج من سلسلة SJN بالدورة الخارجية
سنقوم بالاتصال بك خلال يوم عمل واحد. يرجى الانتباه إلى بريدك الإلكتروني.
واتساب: +٨٦١٥٧٣ Lime الق ٦٨١٢٩
البريد الإلكتروني: inquiry@panchimachinery.com
عنوان:ووهان، مقاطعة خنان، الصين





حقوق النشر © 2026شركة شنغتشو بانشي للمعدات الآلية المحدودة|سياسة الخصوصية