For commercial flavor and fragrance manufacturers, boutique distillery workshops, and high-capacity botanical extraction plants worldwide, pure rose essential oil represents the pinnacle of high-value natural commodities—often referred to in the trade as “liquid gold.” However, executing this extraction at an industrial factory or workshop scale introduces severe engineering, thermodynamic, and financial hurdles.
Traditional atmospheric distillation methods frequently compromise product quality, leaving processors unable to achieve the stringent international purity metrics required by elite markets. High thermal profiles scorch delicate top-note terpenes, while heavy plant lipids slip into the distillate, causing unsightly precipitation and cloudiness at room temperature.

To secure a premium market positioning and optimize profit margins in an increasingly competitive global landscape, processing operations must upgrade their core infrastructure. This technical whitepaper analyzes the mechanical, thermodynamic, and biochemical bottlenecks encountered by commercial extractors. It provides an engineering blueprint for modern processing facilities utilizing an advanced rose oil extraction system, integrating a specialized rose oil vacuum system to achieve ultimate purity, and deploying a complete rose oil vacuum extraction system for optimized commercial yield.
To build a truly authoritative, enterprise-grade resource that aligns with the highest international manufacturing insights, we must analyze the exact technical problems currently debated by extraction engineers, plant managers, and distillery workshop owners across global industrial forums. A deep dive into specialized chemical engineering threads and botanical manufacturing metrics reveals a widespread consensus: traditional extraction methods are failing modern high-throughput B2B quality standards and suppressing the profit margins of commercial factories.

Direct Field Queries & Structural Pitfalls Overheard Worldwide:
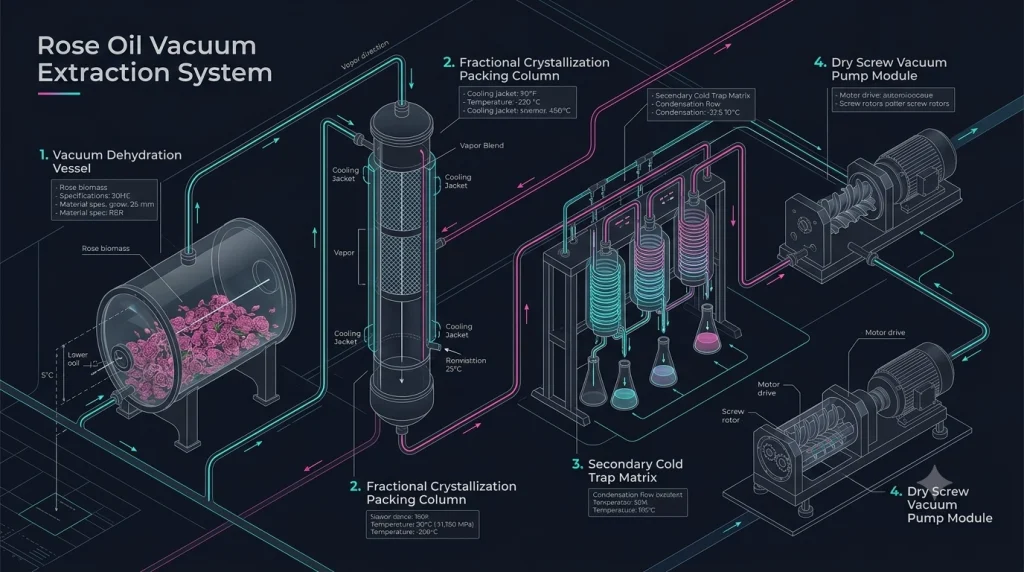
To pinpoint exactly where process inefficiencies, thermal damage, and yield losses occur, we must trace the raw material’s journey through a professional-grade plant design.

The process begins with the careful loading of harvested rose petals into a heavy-duty, sanitary rose oil extraction system. For a professional factory or workshop, feedstock flexibility is paramount. Whether handling ultra-fresh seasonal morning petals, salted rose masses, frozen blocks, or dehydrated buds, the biomass must be evenly distributed on internal perforated grids to prevent channeling—a processing flaw where steam cuts single paths through the material, leaving large pockets of flowers unextracted.
The primary vessel of the rose oil extraction system, constructed entirely from passivated 304 or 316L stainless steel, is sealed using quick-opening swing bolts and high-temperature food-grade silicone or PTFE gaskets. This creates a completely airtight seal capable of handling changing pressure profiles without leaking volatile vapors into the facility.
Thermic energy is introduced to the system through an external steam jacket or direct steam injection nozzles located at the base of the vessel. As the pressurized water vapor rises through the compacted bed of petals, it weakens and breaks open the fragile glandular trichomes on the surface of the rose petals.
This releases the locked-in volatile organic compounds (VOCs). The vaporized oils combine with the ascending steam, creating a complex, binary vapor matrix that moves toward the top vapor dome of the rose oil extraction system vessel.
The volatile vapor matrix travels from the extractor into an oversized shell-and-tube or plate-and-shell condenser. Chilled water circulating through the utility side drops the vapor temperature rapidly, converting the gaseous mixture back into a liquid state.
To overcome the vapor upward counter-pressure under vacuum, our system utilizes an engineered U-bend barometric liquid seal loop combined with an automated metering reflux pump. This allows a calibrated portion of the hot distillate to return smoothly to the top of the biomass bed without causing flooding (liquid holdup), continuously washing out trace volatiles trapped deep within the petal clusters.
The condensed liquid flows directly into a specialized, high-precision essential oil separator (industrial decanter). Because pure rose essential oil has a lower specific gravity than water, it naturally floats to the top of the chamber, while the aromatic water phase—known as hydrosol or rosewater—settles at the bottom.
Using calibrated sight glasses and independent discharge ports, operators can continuously separate and collect both streams. This process yields a raw, unrefined crude essential oil alongside high-purity hydrosol.
Maximizing Hydrosol Commercial Asset Value: In modern botanical commerce, the aqueous phase—rose hydrosol—is no longer treated as a process byproduct; it represents a primary secondary-revenue stream for premium cosmetic distillers. Under standard 100°C operations, dissolved phenylethyl alcohol within the rose water undergoes thermal degradation, turning a crisp floral profile into a dull, flat aroma. By stabilizing the entire liquid matrix below 55°C, our rose oil vacuum extraction system preserves the pure unoxidized organics within the hydrosol, allowing global factories to command a 25% pricing premium in bulk cosmetic sales.
While standard atmospheric steam distillation works well for durable raw materials like eucalyptus leaves, pine needles, or citrus peels, it introduces severe quality and yield risks when used on delicate flower petals.

Operating an extraction at standard atmospheric pressure forces the water vapor temperature to hover around 100 درجة مئوية. This harsh thermal environment triggers immediate chemical decomposition and rearrangement of the most sensitive aromatic compounds in rose oil. High-value monoterpene alcohols, such as phenylethyl alcohol (which provides the characteristic scent of fresh roses), geraniol، وnerol, break down or polymerize under prolonged heat.
This thermal damage produces an off-note that smells cooked, heavy, or intensely herbaceous, significantly lowering the oil’s market value on the international fragrance market.
Rose petals possess a natural, protective exterior wax coating composed of long-chain hydrocarbons ($C_{16}$ to $C_{23}$ alkanes), collectively referred to as stearoptenes. High-temperature steam strips these heavy waxes right off the petals along with the essential oil.
While stearoptenes remain fully dissolved in the oil at hot extraction temperatures, they begin to crystallize as soon as the oil drops below 20°C. This creates a cloudy, semi-solid sludge that fails visual clarity inspections and can clog spray nozzles during cosmetics manufacturing.
To remove these problematic stearoptenes, traditional plants rely on a time-consuming, multi-step process called cold winterization:
This approach introduces three major operational disadvantages:
To optimize equipment selection for global commercial projects, processing facilities can review this head-to-head engineering comparison detailing operational thresholds, target purity profiles, and facility return on investment (ROI).
| معيار فني | Standard Steam Distillation (Atmospheric) | Industrial Solvent Extraction (Hexane/Ethanol) | High-Pressure Supercritical CO2 Extraction | Advanced Vacuum Fractionation Platform |
| درجة حرارة التشغيل | 98°C – 102°C | 40°C – 78°C | 31°C – 60°C | Below 55°C (Controlled Range) |
| Absolute System Pressure | ~1,013 mbar (Standard Sea Level) | 1,013 mbar (Atmospheric) | Extreme High Pressure (75 – 300 bar) | 80 – 150 mbar (Deep Vacuum) |
| Thermal Degradation Risk | Critical. Causes high loss of top notes and creates an over-cooked odor profile. | Low to Moderate | None | Negligible. Protects delicate thermolabile rose alcohols perfectly. |
| Stearoptenes (Wax) Management | Co-distills into crude oil; requires separate downstream filtration. | Extracts heavy absolute concrete; requires lengthy winterization. | Co-extracts heavy paraffin waxes; requires secondary dewaxing. | In-Situ Separation. Automated reflux rejects waxes back into the system base. |
| Solvent Residual Profile | Solvent-Free (Pure Water Based) | High Risk. Contains trace alkanes; fails organic export certifications. | Solvent-Free (Pure $CO_2$ Based) | 100% Solvent-Free. Pure physical separation without chemical inputs. |
| Total Cycle Processing Time | Moderate (4 – 6 Hours per batch) | Long (24 – 48 Hours due to solvent recovery steps) | Moderate (High down-time for vessel depressurization) | Short and Streamlined. Simultaneous purification and wax rejection. |
| Capital Expenditure (CapEx) | Low initial investment; high ongoing energy costs. | Moderate initial investment; high explosion-proof infrastructure costs. | Extremely High. Requires costly thick-walled forged steel pressure vessels. | Balanced Investment. Superior ROI due to high yield recovery rates. |
Operational Expense (OpEx) Reduction & Yield Maxima: Beyond capital investment, traditional atmospheric steam rigs demand non-stop, high-pressure boiler operations, driving up utility costs. Given that it takes up to 4,000 kilograms of rose petals to yield just 1 kilogram of pure oil, preventing yield losses within the wastewater phase is a financial imperative for factories. By operating under an absolute pressure of 80–150 mbar, the structural boiling point drops significantly. This thermodynamic shift reduces thermal energy requirements by حتى 35%, drastically slashing the factory’s monthly carbon footprint and electricity overhead, while maximizing oil separation efficiency in a modern rose oil vacuum extraction system.
Integrating a specialized rose oil vacuum system directly into a production line addresses the limitations of traditional extraction methods. By adjusting system thermodynamics and using automated gas-liquid phase separation, this system removes the need for secondary, off-line winterization.
By deploying a heavy-duty dry screw vacuum pump or a closed-loop liquid ring vacuum unit outfitted with an integrated heat exchanger, the interior pressure of a modern rose oil vacuum extraction system is maintained flawlessly between 80 and 150 mbar. This industrial configuration managed by the rose oil vacuum system ensures that volatiles do not contaminate the sealing water fluid. According to the Clausius-Clapeyron relation, lowering the ambient system pressure decreases the boiling points of the volatile components:
Under these specific reduced-pressure conditions managed by the specialized rose oil vacuum system, high-value rose components vaporize at temperatures below 55°C. This low thermal threshold prevents thermal degradation, allowing the natural, complex aromatic profile of the fresh petals to be retained in the final product without undergoing pyrolysis within the rose oil vacuum extraction system.
Preserving the ISO 9842 GC-MS Profile: In high-end aromatherapy and export markets, rose oil must strictly comply with ISO 9842 standards. Traditional 100°C thermal exposure causes phenylethyl alcohol—the primary molecule responsible for the fresh-cut rose profile—to stay trapped in the hydrosol or oxidize. The low-temperature chemistry of our rose oil vacuum system ensures the delicate balance of geraniol (15%–22%),citronellol (35%–55%)، وnerol remains unpolymerized, delivering a pristine, export-grade GC-MS fingerprint that commands top-tier pricing.
2. In-Situ Automated Dewaxing via Structured Columns
Instead of using manual, external chemical winterization, the integrated rose oil vacuum extraction system relies on a high-efficiency fractionation column packed with structured, high-surface-area metal wire mesh. As the binary rose-vapor matrix moves up through the packing column of the rose oil extraction system, the system maintains a precise thermal gradient that manages components based on their condensation thresholds:
This design enables simultaneous extraction, purification, and dewaxing in a single automated step within the core loop of the rose oil vacuum extraction system, eliminating the 15% yield loss caused by traditional filter-press systems.
Operating under a deep vacuum shifts fluid velocities significantly, introducing the risk of premium volatile molecules bypassing standard single-stage condensers and escaping through the vacuum line. To eliminate this hidden yield loss, the specialized rose oil vacuum system integrates a structured Dual-Stage Condensation Matrix.
The primary shell-and-tube module condenses the bulk essential oil fraction via 15°C cooling, while a secondary, high-surface-area cold trap operating at 0°C–4°C catches ultra-light top-note vapors. This engineered vapor interception achieves complete volatile recovery within the rose oil vacuum extraction system, preventing scent flattening.
Because rose harvest seasons are incredibly brief, processing factories and regional workshops must minimize turnaround times between individual batches to optimize seasonal ROI. To achieve this, the rose oil extraction system incorporates an automated Cleaning-In-Place (CIP) spray assembly alongside a bottom-mounted hydraulic large-bore quick-discharge valve.
Instead of requiring 40 minutes of manual labor for operator raking and spent biomass excavation, the spent petals are pneumatically purged out within 3 minutes from the rose oil extraction system. The rotating 360-degree CIP spray balls then perform a rapid interior flush, completely removing cross-contamination risks and allowing the factory line to transition immediately to processing alternative botanicals (such as lavender, chamomile, or frankincense) during the off-season.
Furthermore, modern distilleries face a severe deficit of skilled “master distillers” capable of manually balancing heat and pressure. Our centralized PLC automated touchscreen control system solves this labor bottleneck via digital recipe management. Factory owners can program and lock their optimal multi-stage vacuum ramp-ups and temperature curves into a secure profile. This allows entry-level operators to run standard batches flawlessly by clicking a button, while protecting proprietary extraction parameters from being leaked or lost during personnel turnover.
For commercial engineering teams and production managers designing workshop expansions, ensuring compliance with global manufacturing standards is critical to securing international export contracts.
When evaluating a new installation, confirm that the system meets the following specifications:
Sanitary Engineering & Automation Control: To withstand the corrosive nature of organic plant acids extracted during long cycles, our rose oil extraction system features a fully passivated 316L stainless steel interior with an ultra-smooth mirror polish (Ra ≤ 0.4 μm). This advanced surface treatment prevents botanical residue buildup and biofilm formation inside the primary rose oil extraction system column. Paired with automated PLC loops, operators can maintain uncompromised batch-to-batch consistency.
Heavy-Duty Vacuum Interlocking & Anti-Oxidation Integrity: For high-volume processing facilities running consecutive extraction loops, rapid loading and unloading degrade standard sealing components. Any localized vacuum loss introduces ambient oxygen, leading to instantaneous free-radical oxidation and acid-value spiking of the raw rose oil. Our rose oil vacuum system counters this with a specialized heavy-duty dual-layer PTFE/Viton vacuum matrix seal combined with an ergonomic hydraulic swing-bolt lockup. Engineered to withstand over 2,000 thermal-mechanical cycles without material deformation, this locking design embedded within the rose oil vacuum system ensures long-term system airtightness and zero oxygen intrusion.
By upgrading from traditional atmospheric steam methods to an integrated, low-temperature rose oil vacuum extraction system, commercial operations can protect delicate aromatic compounds, streamline processing workflows, and eliminate product waste—helping facilities maintain high quality standards and maximize profitability season after season.
To ensure the long-term operational viability of your facility, a strict preventive maintenance protocol must be established for each core component. This section outlines the validation steps necessary to maintain peak efficiency across the entire production line.
Before initiating the daily harvest processing cycle, operators must conduct a standard pressure decay test on the rose oil vacuum system. Isolate the main extraction vessel, engage the vacuum pump until the chamber reaches an absolute pressure of 80 mbar, and close the primary isolation valve. The allowable leak rate must not exceed 2 mbar per hour. Any acceleration in pressure decay indicates a compromise in the rose oil vacuum system sealing gaskets, requiring immediate inspection before heating cycles begin.
The heavy-duty quick-opening swing bolts on the rose oil extraction system exert uniform mechanical force on the food-grade silicone seals. Over time, volatile organic acids can cause minor surface degradation. During the weekly maintenance window, the main hatch of the rose oil extraction system must be visually inspected for micro-fissures or loss of elasticity. Ensuring these seals remain intact preserves the airtight containment required by the secondary rose oil vacuum extraction system modules.
The structured metal wire mesh packing inside the rose oil vacuum extraction system must remain completely free of carbonized plant residue. After processing heavy resinous batches or completing consecutive rose runs, run a high-pressure caustic rinse through the integrated CIP assembly. This standard operating procedure guarantees that the internal surfaces of the rose oil vacuum extraction system maintain an optimal thermal gradient, allowing for precise, continuous wax rejection without impeding the ascent of clear volatile fractions.
Investing in a modern processing setup requires balancing capital expenditures with ongoing operational efficiencies. For the modern distillery factory or agricultural cooperative workshop, maximizing raw material outflux while reducing human-error variables is the key to surviving volatile market pricing. By choosing a system that combines a rigid, sanitary rose oil extraction system with a highly precise, automated rose oil vacuum system, global manufacturers can establish a reliable, repeatable production cycle. Shifting to a fully integrated rose oil vacuum extraction system allows companies to eliminate manual winterization losses, reduce processing costs, and secure a stronger competitive advantage in the premium flavor and fragrance industries worldwide.
Q: How does the new system solve the thermal damage caused by old distillation methods?
A: By shifting from atmospheric steam to sub-atmospheric processing, our advanced rose oil vacuum extraction system depresses boiling thresholds to 35°C–55°C, completely preventing the thermal destruction of delicate aroma molecules.
Q: Why is a dry, oil-free pump configuration critical for this specific setup?
A: A completely dry pump is mandatory because the rose oil vacuum system must maintain a flawless negative pressure matrix (80–150 mbar) while ensuring absolute zero hydrocarbon back-streaming or chemical cross-contamination.
Q: Can this automated setup handle both oil separation and dewaxing in a single pass?
A: Yes; our high-efficiency rose oil extraction system integrates an inline fractional column that precipitates heavy stearoptenes (waxes) في الموقع, delivering a certified clear, retail-ready essential oil without traditional solvent winterization.

واتساب

ويشات
واتساب+٨٦١٥٧٣ Lime الق ٦٨١٢٩
البريد الإلكتروني:inquiry@panchimachinery.com
العنوان: تشنغتشو، مقاطعة خنان، الصين
آلة المعالجة والترشيح التلقائية للعسل باستخدام المكنسة الكهربائية
وحدة استخلاص وتركيز السوائل المنخفضة الحرارة باستخدام الفراغ
معدات التقطير بالبخار المخصص وإعادة التسخين لاستخلاص الزيوت الأساسية
مركز تركيز المِمحَاة الفراغي منخفض الدرجة لSS304/316L
وحدة تركيز الفراغ الكروية (QN) ووحدة استعادة الكحول
وحدة التقطير والتخليص بالتفريغ من الفولاذ المقاوم للصدأ متعددة الوظائف
وحدة الاستخلاص بالشفط الحراري بالمنيوم السائل والتركيز
مُكثِّف فراغ الدائرة الخارجية ذو تأثير واحد
مجفف تبخير فراغي ذو تأثير مزدوج من سلسلة SJN بالدورة الخارجية
سنقوم بالاتصال بك خلال يوم عمل واحد. يرجى الانتباه إلى بريدك الإلكتروني.
واتساب: +٨٦١٥٧٣ Lime الق ٦٨١٢٩
البريد الإلكتروني: inquiry@panchimachinery.com
عنوان:ووهان، مقاطعة خنان، الصين





حقوق النشر © 2026شركة شنغتشو بانشي للمعدات الآلية المحدودة|سياسة الخصوصية