For industrial honey processing cooperatives, regional agricultural enterprise networks, and multi-ton exporters operating within equatorial zones, scaling up a commercial brand is rarely restricted by hive numbers or bee genetics. Instead, the primary bottleneck preventing entry into high-paying global markets—such as the European Union, Japan, and North America—is an invisible post-harvest physics challenge rooted directly in hygroscopic honey issues.
Honey is naturally a supersaturated sugar solution, primarily composed of fructose and glucose. Because its water activity (aw) is significantly lower than that of the surrounding atmosphere, it acts as a powerful natural desiccant. When ambient relative humidity (RH) routinely sits between 75% and 95%—a standard climate profile stretching from the monsoon-heavy corridors of Southeast Asia to the humid river basins of Central Africa and Latin America—extracting, filtering, or handling honey in contact with open atmospheric air guarantees a degraded, fermenting product.
As raw honey eagerly pulls water from the surrounding air, it sets off a catastrophic chain reaction. This structural vulnerability amplifies traditional tropical beekeeping challenges, converting an organic, high-value asset into an unstable liability within days of harvest.
Overcoming this relentless moisture rebound requires looking past simplistic, artisanal open-air drying methods that scorch the sugar matrix, destroy active enzymes, and ruin the natural flavor bouquet. Instead, modern commercial operators must implement a rigorous, hermetically sealed system of post-harvest moisture control to protect their inventory from chemical and biological spoilage. By leveraging advanced fluid mechanics, microbial thermodynamics, precision stainless steel metallurgy, and vacuum engineering, modern packing plants can systematically eliminate quality defects, prevent financial write-offs, and successfully conquer these persistent tropical beekeeping challenges on a multi-ton scale.
To understand why rigid post-harvest moisture control is mandatory for international trade, processors must analyze the osmotic pressure limits of osmo-tolerant wild yeasts (primarily Зигосаккаромицес species).
Wild yeasts are naturally present in all raw honey, harvested straight from the comb by foraging bees. Under normal conditions, where the moisture content is below 18%, the osmotic pressure exerted by the hypertonic sugar solution causes plasmoptysis in yeast cells—effectively drawing water out of the microbe’s cellular membrane and forcing it into a state of metabolic dormancy.
However, when ambient humidity triggers hygroscopic honey issues, bringing the overall internal moisture level above 19% to 20%, the water activity (aw) transitions from a safe 0.55 to an unstable 0.65 or higher. This dilution decreases osmotic pressure, allowing dormant yeast spores to rehydrate, metabolize glucose, and initiate active fermentation.
The biochemical pathway of honey fermentation is defined by the following equation:
This reaction yields ethanol and carbon dioxide gas. The visible symptoms include surface foaming, a sharp sour or acetic aroma, and a severe bloating of bulk storage drums. Furthermore, the ethanol can oxidize into acetic acid via secondary bacterial action, turning premium floral honey into unsellable honey vinegar.
For commercial compliance, the Codex Alimentarius and the European Honey Directive enforce a strict maximum moisture cap of 20% for general honey (and 23% for specific heather honey). However, international buyers paying premium prices for retail-grade products regularly demand an internal factory standard of 17.5% to 18.0% to guarantee shelf stability across varying global logistics chains. Consequently, industrial-scale post-harvest moisture control is not merely an aesthetic choice; it is a foundational regulatory passport required to enter the global marketplace and survive the toughest tropical beekeeping challenges.
Sizing an industrial processing facility, configuring steam boilers, and calculating the return on investment (ROI) of a processing line requires precise fluid calculations rather than empirical guesswork. Understanding exactly how much water must be stripped from the raw bulk material is the first critical phase of designing an automated line capable of defeating continuous tropical beekeeping challenges.
When concentrated under negative pressure vacuum conditions, the total mass of pure honey solids (fructose, glucose, organic acids, minerals, and micronutrient pollen grains) remains entirely unchanged, while the mass of the water decreases. The exact mass of water vapor that must be extracted per batch to mitigate hygroscopic honey issues is calculated using the following industrial mass balance formula:
Where:
Mwater = Total mass of water vapor to be removed and condensed (kg)
Mraw = Initial mass of the raw tropical honey load pumped into the vessel (kg)
MCraw = Initial moisture content percentage (expressed as a decimal fraction)
MCtarget = Desired target moisture content percentage (expressed as a decimal fraction)
Engineering Application Case Study: Consider a regional cooperative accumulating a 5,000 kg bulk batch of wild polyfloral jungle honey harvested during the peak rainy season at an unstable 23.0% moisture ( 0.230 ). The export target to clear European Customs and safely bypass regional hygroscopic honey issues is a stable 17.5% Grade-A specification ( 0.175 ).
The processing system must successfully evaporate, evacuate, and isolate 333.33 kg of pure water from the honey matrix. Knowing this precise weight profile allows plant engineers to accurately calculate the required thermal energy inputs for the heating jackets, the exact sizing of the vacuum pump motor, and the necessary cooling water flow volumes for the downstream condensing loops. This makes mass-balance calculations a prerequisite for long-term, predictable post-harvest moisture control.
Honey behaves as a highly complex, non-Newtonian fluid exhibiting clear thixotropic (time-dependent viscosity reduction under shear) and pseudoplastic (shear-thinning) behaviors. Its internal viscosity increases exponentially as its temperature drops or as its water content is systematically removed.
As moisture is stripped away inside a vacuum chamber, an incredibly dense, highly viscous boundary layer forms immediately against the heated internal walls of the machine. Because honey has low thermal conductivity (k ≈ 0.5 W/m·K), this static boundary layer will quickly experience localized scorching—causing a severe spike in Hydroxymethylfurfural (HMF)—while the core of the honey mass remains cold, thick, and filled with trapped water vapor.
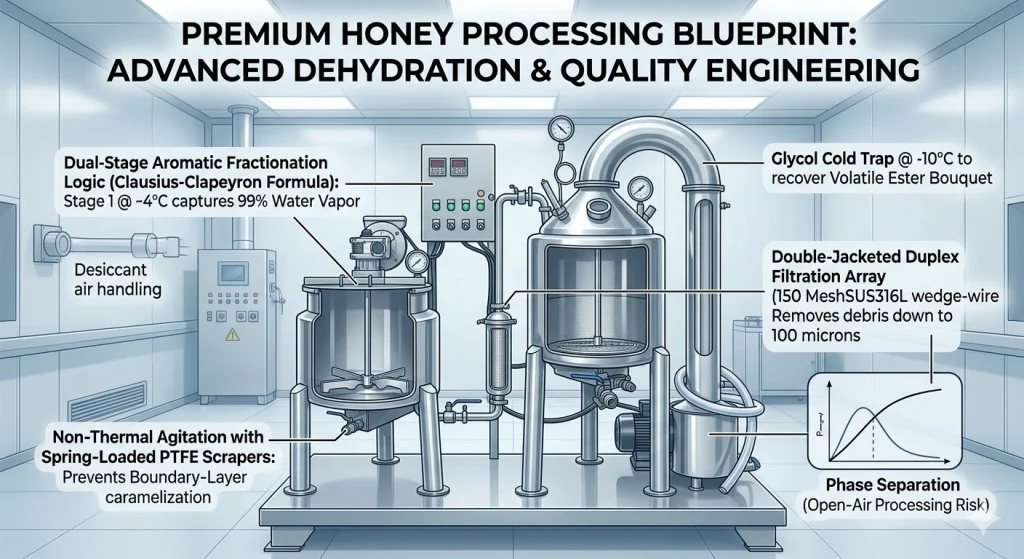
Bypassing this thermodynamic paradox requires an internal, low-RPM mechanical anchor agitator fitted with continuous, self-adjusting PTFE (Teflon) wall scrapers. Driven by spring-loaded tensioning bars, these scrapers continuously shear away the boundary layer, ensuring that fresh, unheated honey is constantly exposed to the thermal jacket. This achieves rapid, uniform dehydration at safe temperatures, effortlessly circumventing the structural bottlenecks commonly tied to tropical beekeeping challenges.
To appreciate the necessity of negative pressure technology, one must analyze the physical behavior of honey heated at normal atmospheric pressure (0.1 MPa or 1 bar). Under standard sea-level pressure, water boils at 100℃. While honey does not need to hit a full boil to evaporate water, driving off moisture against a heavy, humid tropical air mass requires heating the liquid to at least 65℃ to 70℃ for an extended period.
This thermal exposure is fatal to premium honey quality due to two distinct chemical phenomena:
Hydroxymethylfurfural (HMF) Synthesis
HMF (C6H6O3) is an organic compound formed by the acid-catalyzed dehydration of hexose sugars, specifically fructose. In fresh, unprocessed honey, HMF is practically non-existent or below 5 mg/kg.
However, the rate of HMF synthesis increases exponentially with thermal exposure. The chemical reaction sequence follows:
International import standards (such as EU Directive 2001/110/EC) enforce a strict maximum HMF limit of 40 mg/kg for honey originating from temperate regions, and 80 mg/kg for honey from tropical origins. Processing honey via atmospheric heating easily pushes HMF levels past 100 mg/kg in a single afternoon, permanently disqualifying the crop from high-value export pathways and worsening your tropical beekeeping challenges.
Premium honey is valued globally for its biological activity, driven by heat-sensitive enzymes secreted by the honeybee’s hypopharyngeal glands:
Enzyme inactivation follows first-order reaction kinetics, quantified by the Decimal Reduction Time (D-value). For instance, at 60℃, Invertase activity is slashed by 90% in less than 4 hours. At 70°C, this destruction occurs in minutes.
By shifting to a deep vacuum of -0.092 MPa (approx. 80 mbar absolute pressure), the boiling point of water is artificially suppressed to a benign 38℃ to 40℃. At this optimized thermal window, the enzyme inactivation rate constant (k) approaches zero, and the activation energy required for HMF synthesis is never reached. This allows processors to execute complete post-harvest moisture control without degrading the delicate biological profile of the honey.
Beyond stopping yeast fermentation, post-harvest moisture control plays a vital role in determining the physical shelf-life texture and crystallization behavior of honey stored in consumer retail jars.
When honey absorbs moisture from humid tropical air via open-air processing, the water distribution throughout the container becomes highly uneven. A thin, diluted layer of honey forms at the top surface interface. This concentration gradient disrupts the natural Glucose-to-Water ($G/W$) ratio, triggering localized hygroscopic honey issues.
Honey with a G/W ratio of ≤ 1.7$ generally remains liquid for long periods, while a ratio of ≥ 2.1 precipitates rapidly. When environmental humidity dilutes the surface layer of a storage vessel, it skews this delicate ratio. Instead of a controlled, slow crystallization, the unevenly hydrated honey experiences irregular micro-crystallization. Large, sharp, separated glucose hydrate crystals (C6H12O6·H2O) precipitate out of solution and sink to the bottom of the tank.
This leaves a watery, yeast-prone layer of fructose syrup at the top of the container. This phase separation completely ruins the visual clarity of the product, creates a dual-texture mess, and alienates premium retail buyers.
Processing honey inside a structurally reinforced -0.092 MPa Vacuum Tank resolves this textural defect natively. The high vacuum creates intense, low-temperature micro-turbulences throughout the entire fluid column. As the water vapor bubbles continuously rise, expand, and collapse, the glucose crystals are mechanically broken down into microscopic, uniform crystallization nuclei before they can form massive crystalline clusters.
When this vacuum-dehydrated honey eventually undergoes natural crystallization over months on store shelves, it forms a perfectly smooth, fine-grained, cream-like texture instead of a coarse, split, layered matrix. This proves that modern processing machinery can effectively tame severe tropical beekeeping challenges while upgrading product mouthfeel.
A long-standing criticism of low-grade vacuum evaporators is that they strip away the unique, delicate floral aroma of the honey, leaving behind a generic, bland sweet syrup. This occurs because the volatile aromatic esters, aldehydes, and monoterpenes that define premium monofloral or polyfloral honeys have boiling points close to or lower than water vapor under vacuum conditions. This transforms sensory preservation into one of the most complex tropical beekeeping challenges faced by modern engineers.
To preserve the premium regional character of wild forest, wildflower, or mangrove honey, modern vacuum processing lines utilize a sophisticated dual-stage condensation and fractionation loop.
At the final stage of the processing run, as the dehydrated honey is gently cooled inside the main vessel, these captured aromatic fractions are thawed from the cold trap and uniformly re-blended into the batch using the low-RPM anchor mixer. This critical step ensures that the finished, export-ready product retains its native sensory profile and distinct forest bouquet, neutralizing the aromatic loss otherwise caused by standard hygroscopic honey issues.
An industrial-scale vacuum processing unit does not exist in isolation; its performance is closely linked to the environmental design of the surrounding factory floor. Without strict atmospheric controls, post-harvest packaging lines will fail due to continuous, secondary hygroscopic honey issues during bottling.
To guarantee zero moisture pick-up during secondary phases—such as frame staging, uncapping, duplex filtration sampling, and final high-speed retail bottling—the core processing facility must be structured under Class D (ISO 8) Cleanroom Controls.
The ambient intake air for this zone must pass through a specialized HVAC system equipped with active desiccant dehumidification wheels rather than standard cooling coils alone. Standard cooling air conditioners condense water by chilling the air, but they struggle to push relative humidity below 65% in tropical climates, which completely fails to resolve systemic tropical beekeeping challenges.
A desiccant wheel system, utilizing embedded silica gel matrices, mechanically forces the production facility’s ambient climate down to a strict ≤ 40% Relative Humidity at a comfortable 22℃. This creates a powerful environmental barrier: if honey is temporarily exposed to the room air during container changes, sample collection, or inline filtering, the ambient vapor pressure gradient is reversed. The dry room air prevents any secondary absorption, providing absolute protection for your post-harvest moisture control workflow and ensuring export integrity from tank to jar.
To achieve consistent results and eliminate human error on the factory floor, operators must strictly follow a structured, multi-phase production protocol:
[Phase 1: Charging & Pre-Heating] ──► [Phase 2: Deep Vacuum Extraction] ──► [Phase 3: Cooling & Re-Blending]For engineering teams and corporate procurement officers drafting factory modernization plans, this matrix outlines the baseline technical metrics required for global export compliance and elite post-harvest moisture control:
| Machine Sub-System | Engineering Specification Standard | Direct Operational Purpose |
| Contact Metallurgy | SUS316L Stainless Steel (Polished to ≤ 0.4 μm Ra) | Eliminates pitting corrosion from organic honey acids (pH 3.2 to 4.5) |
| Vacuum Performance | ≥ -0.092 MPa gauge pressure capacity | Drops the water evaporation threshold down to a safe, enzyme-protecting 38℃ |
| Agitation Dynamics | Low-RPM Anchor Mixer with Spring-Loaded PTFE Scrapers | Prevents boundary-layer caramelization, thermal tracking, and ensures even drying |
| Thermal Delivery | Low-Pressure Hot Water Circular Jacket System | Delivers gentle, uniform heat exchange without high-temperature electrical hot spots |
| Aroma Management | Sub-Zero Glycol Cold Trap Fractional Collector | Recovers delicate floral volatile esters for product authenticity and premium taste |
| Sanitation Interface | Hardwired CIP Loop with Recessed 360° Spray Balls | Guarantees rapid, sterile, and verifiable system clean-up without environmental breakdown |
| Automation Platform | PLC Touchscreen with Real-Time Data Logging Sensors | Records processing metrics to satisfy strict international audit trails and transparency |
Q: Why are dehydration cycles taking twice as long, and how do we fix it?
A: Cause: The liquid ring vacuum pump’s sealing water or the condenser coolant has become too warm due to tropical ambient heat, degrading the pressure differential. Solution: Immediately flush and refresh the vacuum pump reservoir with chilled water and ensure the condenser cooling loop holds steadily below 10℃ to restore a firm -0.092 MPa pull.
Q: What causes honey to unexpectedly darken during a vacuum cycle?
A: Cause: Stagnant boundary layers of honey are sticking to the internal walls and scorching, often caused by poor mechanical agitation. Solution: Inspect and replace worn spring-loaded PTFE scraper blades, and ensure the jacket heating water never exceeds 45℃.
Q: Why is our finished honey losing its regional floral aroma?
A: Cause: Volatile aromatic esters are bypassing a warm condenser and escaping through the vacuum pump exhaust. Solution: Lower your downstream glycol cold trap to between -5℃ and -10℃ to freeze, capture, and subsequently re-blend these flavor fractions back into the batch.
In the modern global honey market, commercial success is built on three unyielding pillars: absolute consistency, reliable shelf stability, and verified proof of biological purity. Relying on traditional open-air handling methods in tropical environments introduces unnecessary processing risks that can quickly lead to ruined harvests, lost wholesale accounts, and uncontrolled hygroscopic honey issues.
By moving your processing workflow into a closed, automated Машина для вакуумной дегидрации меда, you transform environmental humidity from a dangerous risk factor into a completely controlled production variable. Isolating your honey inside a -0.092 MPa “dry capsule” preserves sensitive natural enzymes, prevents fermentation, and allows you to confidently execute precision post-harvest moisture control.
Ultimately, this industrial approach empowers cooperatives, brands, and exporters to overcome traditional tropical beekeeping challenges, maximize their profit margins, and deliver premium, bio-active honey to high-value markets worldwide.


Вичат
WhatsApp:+8615736768129
Электронная почта:inquiry@panchimachinery.com
Адрес: Цзэнчжоу, провинция Хэнань, Китай
Автоматическая вакуумная машина для обработки и фильтрации меда
Установка для вакуумной экстракции жидкостей низкотемпературным методом и концентрирования
Концентратор вакуумного скребка низкой температуры SS304/316L
Конический сферический вакуумный концентратор и установка для восстановления алкоголя
Многофункциональная вакуумная дестилляционная и экстракционная установка из нержавеющей стали
Установка для горячего рефлюкса, вакуумной жидкостной экстракции и концентрирования
Одноэффектный внешний циркуляционный вакуум-концентратор
Серия SJN Вакуумный испаритель с внешней циркуляцией и двойным эффектом
Химический реактор из нержавеющей стали вакуумного нагрева при высоких температурах
304SS вакуумный промежуточный осаждающий бак для спирта
304SS двухслойочный паровой кухонный горшок
Электрическая отопительная кастрюля с жаропрочной обшивкой
Высокопроизводительный газовый нагревающийся котёл с жаропрочной емкостью
Мы свяжемся с вами в течение одного рабочего дня. Пожалуйста, проверяйте вашу электронную почту.
Автоматическая вакуумная машина для обработки и фильтрации меда
Установка для вакуумной экстракции жидкостей низкотемпературным методом и концентрирования
WhatsApp: +8615736768129
Электронная почта: inquiry@panchimachinery.com
Адрес:Цзэнчжоу, провинция Хэнань, Китай





АВТОРСКОЕПРАВО© 2026Ценчжоу Панчжи Машинери Экипмент Ко., Лтд.|Политика конфиденциальности