En el mundo de alta responsabilidad de la biotecnología y la fabricación farmacéutica, la línea entre un producto global exitoso y una pesadilla regulatoria a menudo la marca la calidad de la maquinaria en la planta de fabricación. A medida que avanzamos hacia 2026, la complejidad de las moléculas biológicas—desde proteínas recombinantes hasta péptidos bioactivos avanzados—requiere un nivel de control ambiental que el equipo industrial tradicional simplemente no puede ofrecer. Por eso, un equipo altamente especializadoReactor de acero inoxidablese ha convertido en la piedra angular de la producción moderna, asegurando una estricta adhesión aNormas de Equipamiento Biofarmacéuticopara cualquier instalación.
Para ingenieros, gerentes de control de calidad y especialistas en compras, comprender estos protocolos ya no se trata solo de marcar una casilla para un auditor local. Se trata de garantizar la adaptabilidad de una instalación ante la evolución de las regulaciones, asegurar la consistencia de lote en lote y proteger inversiones de varios millones de dólares mediante una rigurosaBuenas Prácticas de Manufactura (GMP).
En el sector farmacéutico, la elección del acero inoxidable es la primera línea de defensa contra fallos en los lotes. Para cumplir conNormas de Equipamiento Biofarmacéutico, el material debe resistir tanto la corrosión química como los ciclos de esterilización a altas temperaturas sin liberar iones metálicos en el producto.
| Característica | Acero industrial estándar (SUS304) | Grado bio-farmacéutico (SUS316L) | Impacto en el cumplimiento |
| Resistencia a la corrosión | Moderado | Superiore (Molibdeno Alto) | Previene la formación de picaduras en reacciones ácidas |
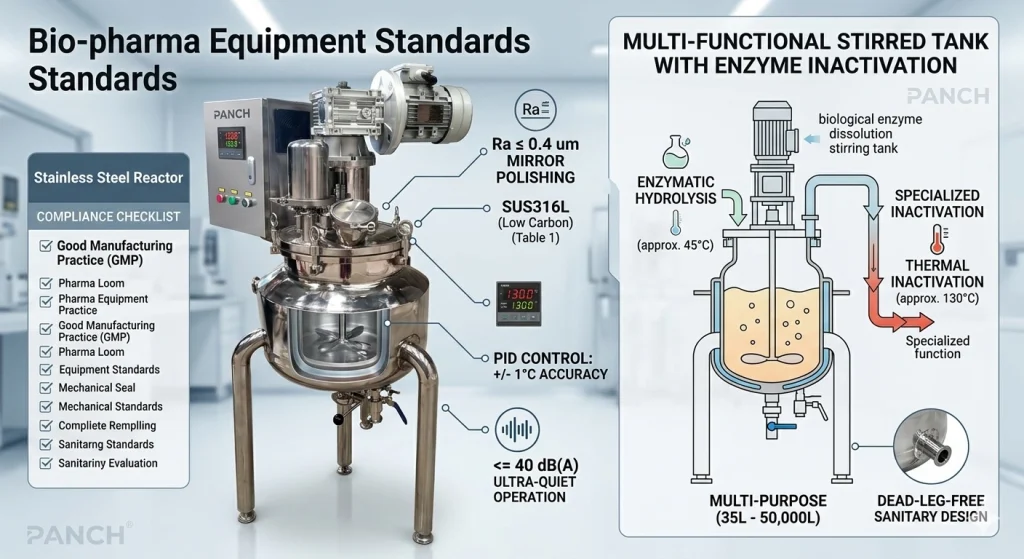
| Acabado de superficie (Ra) | <= 0.8 μm | <= 0.4 μm (Pulido de espejo) | Esencial paraBuenas Prácticas de Manufactura (GMP) |
| Contenido de carbono | <= 0.08% | <= 0.03% (Bajo en Carbono) | Previene la decaída de la soldadura a 130°C |
| Facilidad de limpieza CIP | Eficiencia del 85% | Eficiencia del 100% | No hay zonas muertas para el crecimiento bacteriano |
Perspectiva de experto:La rugosidad superficial no es solo una cuestión estética. En la bio-farmacéutica, un Ra de 0,4 μm es la “línea de seguridad biológica”. Cualquier textura más áspera permite que se anclen biofilms, haciendo que la esterilización estándar sea ineficaz.
Una pregunta recurrente en "La gente también pregunta" es:¿Por qué importa la rugosidad de la superficie en la industria farmacéutica?De alto nivelNormas de Equipamiento Biofarmacéuticoespecificar un pulido espejo con una rugosidad deRa <= 0.4 μmpara prevenir la adhesión microbiana, garantizando que cada ciclo de rociado de 360 grados sea 100% efectivo y esté listo para auditorías.
En el contexto de unReactor de acero inoxidableEl retraso térmico puede ser fatal para la actividad biológica. Ya sea que esté realizando hidrólisis enzimática o inactivación térmica, la capacidad de controlar el calor es un pilar fundamental de la ingeniería moderna.
Los elementos de calefacción tradicionales de encendido/apagado causan "sobrecalentamiento de la temperatura", donde el material continúa calentándose incluso después de apagar la energía. Para cumplir con los estándares modernosNormas de Equipamiento Biofarmacéutico, nuestros reactores utilizanControladores inteligentes PID (Proporcional-Integral-Derivativo).
Cuando se combina con alta sensibilidadSensores Pt100, estos sistemas logran una precisión de± 1°CImagina un proceso que requiere inactivación de enzimas: el sistema debe subir rápidamente desde una temperatura de reacción estable de 45°C hasta un nivel letal de 130°C y mantenerlo exactamente. Cualquier desviación durante esta curva podría llevar adesnaturación térmicade las proteínas incorrectas. Al mantener estos estándares internos estrictos, los fabricantes se alinean conBuenas Prácticas de Manufactura (GMP)para garantizar la eficacia biológica.
Uno de los temas más discutidos en Quora sobre el diseño de fábricas es "Fatiga del operador". Históricamente, el piso farmacéutico era una cacofonía de engranajes triturándose. Sin embargo, internacionalmenteNormas de Equipamiento Biofarmacéuticohan evolucionado para incluir el elemento humano como una prioridad para la excelencia operativa.
| Tipo de equipo | Nivel de ruido (Decibelios) | Calificación de Seguridad en el Lugar de Trabajo | Adecuación para la bio-farmacéutica |
| Mezclador de engranajes estándar | 75 – 85 dB(A) | Advertencia: Fatiga Alta | No recomendado para salas limpias |
| Mezclador industrial | 60 – 70 dB(A) | Moderado | Grado alimenticio básico |
| Reactor Elite Bio-farma | <= 40 dB(A) | Óptimo: Ultra-Silencioso | Supera los estándares de equipos biofarmacéuticos |
Al implementar sistemas de transmisión de alta precisión, nuestro equipo mantiene un nivel de ruido de carga de<= 40 dB(A)Este enfoque en la "Ingeniería Centrada en el Ser Humano" se está convirtiendo rápidamente en una parte obligatoria del interiorNormas de Equipamiento Biofarmacéuticopara empresas que buscan operaciones de sala limpia de alta eficiencia.
Una tendencia destacada por los analistas de la industria en LinkedIn es la "Intensificación de procesos". ModernoNormas de Equipamiento BiofarmacéuticoFomentar el uso de embarcaciones multifuncionales para minimizar los riesgos de transferencia y errores humanos.
Nuestrotanque de agitación para disolución enzimática biológicaes un ejemplo destacado. Integra agitación de alta eficiencia, calefacción/enfriamiento con camisa y resistencia al vacío en una sola unidad. Al consolidar estas funciones para satisfacer todasBuenas Prácticas de Manufactura (GMP)directrices, las empresas reducen el número de válvulas y juntas—los puntos principales de falla ycontaminación cruzadaen cualquier instalación biofarmacéutica.
La limpieza en el lugar (CIP) y la esterilización en el lugar (SIP) son los motores gemelos de la seguridad farmacéutica. Cualquier recipiente que afirme cumplir con las normas internacionalesNormas de Equipamiento Biofarmacéuticodebe ser diseñado sin “esquinas muertas.”
Esto significa que cada soldadura debe ser suave, cada válvula debe ser de grado sanitario y la salida de descarga debe estar en el punto más bajo absoluto. Este diseño "Libre de tramos muertos" es una piedra angular de laBuenas Prácticas de Manufactura (GMP)requerido para medicamentos de grado inyectable, asegurando que ningún residuo de un lote anterior pueda comprometer el siguiente.
Mientras que algunos oficiales de compras se enfocan únicamente en el precio inicial, los inversores inteligentes consideran el Costo Total de Propiedad (TCO). Los equipos que no cumplen con los estándares de la industria resultan en pérdidas catastróficas en los lotes. Al invertir en un reactor de élite que supera los requisitos actualesBuenas Prácticas de Manufactura (GMP), estás comprando seguro para la reputación de tu marca.
Q: ¿En qué difieren las normas de equipos bio-farmacéuticos entre los reactores de grado alimentario y los de grado farmacéutico?
A:Los protocolos de grado farmacéutico requieren una trazabilidad de material mucho mayor (SUS316L) y un pulido más riguroso (Ra <= 0.4 µm) para garantizar una exclusión microbiana completa, mientras que los estándares de grado alimentario permiten tolerancias más altas.
P: ¿El nivel de ruido es realmente parte de las Normas Internacionales de Equipamiento?
A:Aunque no siempre es una ley estatutaria, los niveles de ruido ultrabaijos (<= 40 dB(A)) ahora están integrados en el interiorNormas de Equipamiento Biofarmacéuticode las principales empresas de biotecnología para proteger la salud de los operadores y la precisión en entornos estériles.
Q: ¿Cómo garantiza su equipo la precisión a largo plazo?
A:Utilizamos controladores PID avanzados calibrados para mantener una precisión de± 1°CEste rigor técnico asegura que cada lote se mantenga consistente, satisfaciendo las auditorías de calidad más exigentes yNormas de Equipamiento Biofarmacéuticomundialmente.


WhatsApp:+8615736768129
Correo electrónico:inquiry@panchimachinery.com
Dirección: Zhengzhou, Provincia de Henan, China
Máquina automática de procesamiento y filtración de miel para aspiradoras
Unidad de Extracción y Concentración de Líquidos a Baja Temperatura en Vacío
Equipo de Destilación de Vapor Personalizada y Reflujo de Calor para Aceites Esenciales
Concentrador de Cuchara de Vacío a Baja Temperatura SS304/316L
Concentrador esférico de vacío QN y unidad de recuperación de alcohol
Unidad de destilación al vacío y extracción multifunción de acero inoxidable
Unidad de Extracción y Concentración de Líquidos por Reflujo en Vacío Caliente
Concentrador de vacío de circulación externa de efecto único
Evaporador de vacío de circulación externa de doble efecto Serie SJN
Nos pondremos en contacto contigo dentro de un día hábil. Por favor, estate atento a tu correo electrónico.
Máquina automática de procesamiento y filtración de miel para aspiradoras
Unidad de Extracción y Concentración de Líquidos a Baja Temperatura en Vacío
Equipo de Destilación de Vapor Personalizada y Reflujo de Calor para Aceites Esenciales
WhatsApp: +8615736768129
Correo electrónico: inquiry@panchimachinery.com
Dirección:Zhengzhou, provincia de Henan, China





DERECHOS DE AUTOR© 2026Zhengzhou Panchi Machinery Equipment Co., Ltd.|Política de Privacidad